
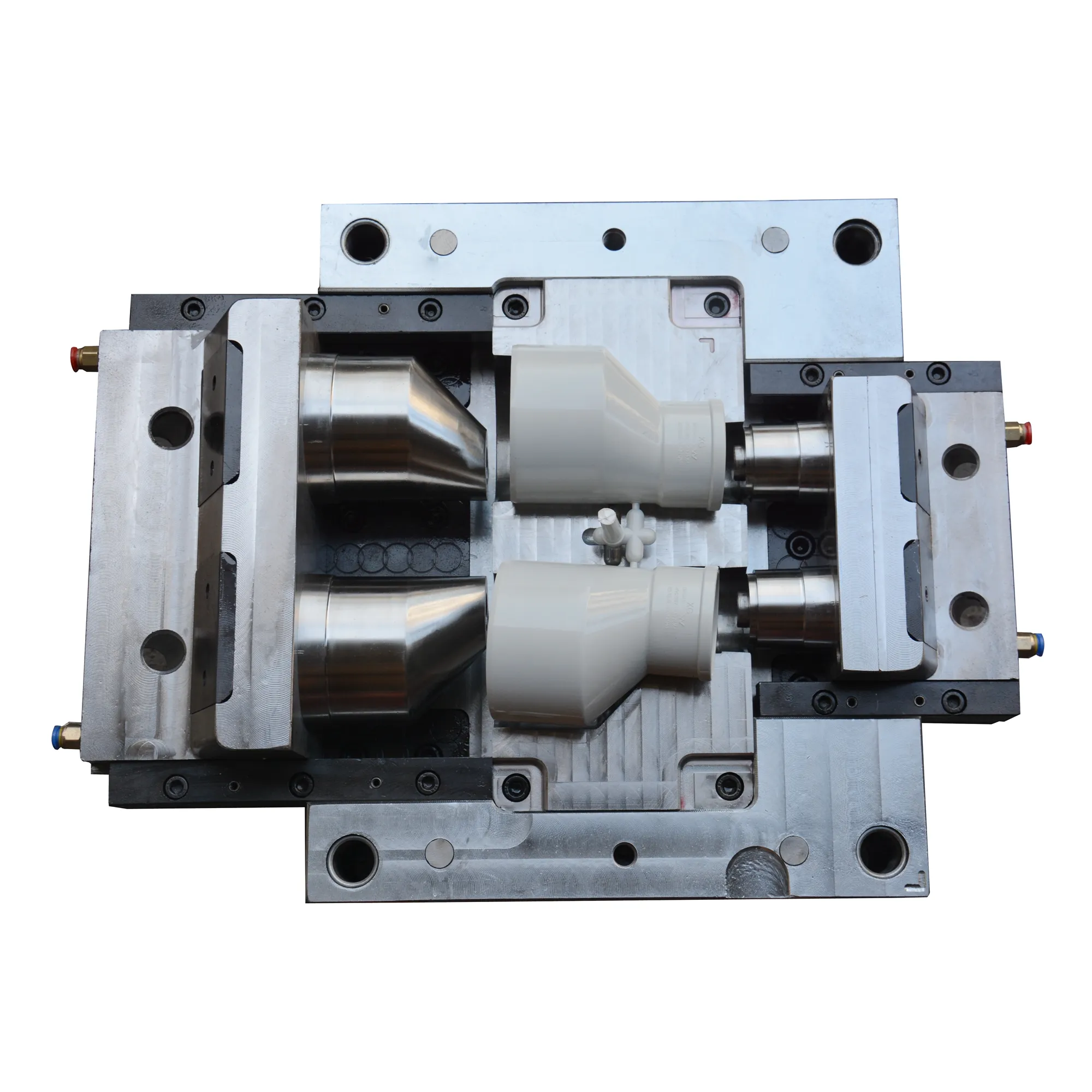
قالب اتصال لوله UPVC کاهش دهنده زانویی
نام قالب:UPVC کاهش دهنده زانویی قالب اتصال لوله
حفره: 2 حفره
اندازه قالب: 110x75
فولاد قالب: آلمان2316 چین2316 یا 4cr13 برای حفره و هسته
دروازه: دروازه مستقیم
ساختار قالب: پین زاویه ای
سختی هسته / حفره: HRC 40-45 درجه پس از عملیات حرارتی خلاء
دستگاه قالب گیری تزریقی: 250T
در زیر اطلاعات اصلی برای مرجع شما آمده است.
1، الزامات ویژگی های مواد PVC برای سیستم قالب گیری
قبل از طراحی یک سیستم قالب گیری، لازم است خواص منحصر به فرد PVC (به ویژه PVC نرم) را درک کنید:
پایداری حرارتی ضعیف: مستعد تجزیه در دماهای بالا، آزاد شدن گازهای خورنده (HCl)، بنابراین نیاز به کانالهای جریان کوتاه، خنکسازی سریع و اجتناب از احتباس دارد.
خاصیت ارتجاعی و ویسکوزیته: پی وی سی نرم دارای خاصیت ارتجاعی و ویسکوزیته خاصی است که ممکن است باعث شود محصول به طور محکم به دور هسته پیچیده شود و در نتیجه مقاومت در برابر قالب گیری بالایی داشته باشد.
طیف گسترده ای از سختی: از PVC سخت (مانند لوله های آب) تا PVC نرم (مانند شیلنگ ها و نوارهای آب بندی)، میزان انقباض و رفتار قالب گیری آنها متفاوت است.
ممکن است از عوامل رهاسازی استفاده نشود: برای جلوگیری از آلودگی و تأثیر بر پردازش بعدی (مانند چاپ و چسباندن)، معمولاً ترجیح داده میشود به جای تکیه بر عوامل رهاسازی، از طریق طراحی قالب، آزادسازی صاف حاصل شود.
بنابراین، سیستم قالبگیری قالبهای PVC باید با اطمینان عمل کند، نیروی کافی داشته باشد و از تنش موضعی بیش از حد که ممکن است باعث تغییر شکل یا پارگی محصول شود، اجتناب کند.
2، اجزای اصلی سیستم قالب گیری
یک سیستم قالب گیری معمولی PVC عمدتاً از بخش های زیر تشکیل شده است:
1. مکانیزم بالا آمدن
این قسمتی است که قدرت قالب گیری را فراهم می کند.
میله بالایی (پایه بالایی): پرکاربردترین جزء. معمولاً روی صفحه سوزن بالایی نصب می شود و توسط میله بالایی دستگاه قالب گیری تزریقی فشار داده می شود.
Push out stroke: باید اطمینان حاصل شود که محصول می تواند به طور کامل از هسته بیرون رانده شود و دارای حاشیه ایمنی مناسب باشد.
2. اجزاء را بالا بیاورید
بخشی که مستقیماً با محصول تماس پیدا می کند و آن را از قالب دور می کند.
سوزن گنبدی: جهانی ترین، آسان برای ساخت، و راحت برای جایگزینی. مناسب برای اکثر مناطق صاف یا کمی خمیده.
سوزن روی تخت: برای قالب گیری دنده های تقویت کننده عمیق و باریک (موقعیت های استخوانی) استفاده می شود، که می تواند سطح تماس بزرگ تری را فراهم کند و از نفوذ یا سفید شدن بالا جلوگیری کند.
پین بالای آستین (سوزن راننده): برای قالب گیری در اطراف پیچ های هسته یا سازه های استوانه ای استفاده می شود. این شامل یک استوانه بیرونی و یک سوزن داخلی است که استوانه بیرونی محصول را بیرون می زند و سوزن داخلی از هسته پشتیبانی می کند.
بلوک بالا: برای محصولات با حفره بزرگ و عمیق یا دیواره نازک، استفاده از بلوک بالایی می تواند یک سطح بزرگ و صاف نیروی بالایی ایجاد کند و از تمرکز استرس موضعی و سفید شدن بالای محصول جلوگیری کند. این در قالب های پی وی سی بسیار رایج است.
درپوش هوا (دریچه هوا): برای کمک به قالب گیری از هوای فشرده استفاده کنید. به خصوص مناسب برای:
محصولاتی با حفره های عمیق و مقاومت در برابر قالب گیری بالا.
محصولات پی وی سی نرم به دلیل خاصیت ارتجاعی که دارند می توانند با فشار هوا منبسط و از هسته جدا شوند.
به عنوان عمل قالب گیری اولیه، جذب خلاء بین محصول و هسته را بشکنید.
 RELATED
RELATED
واتساپ
ایمیل
ویچت







 واتساپ
واتساپ تلفن
تلفن