
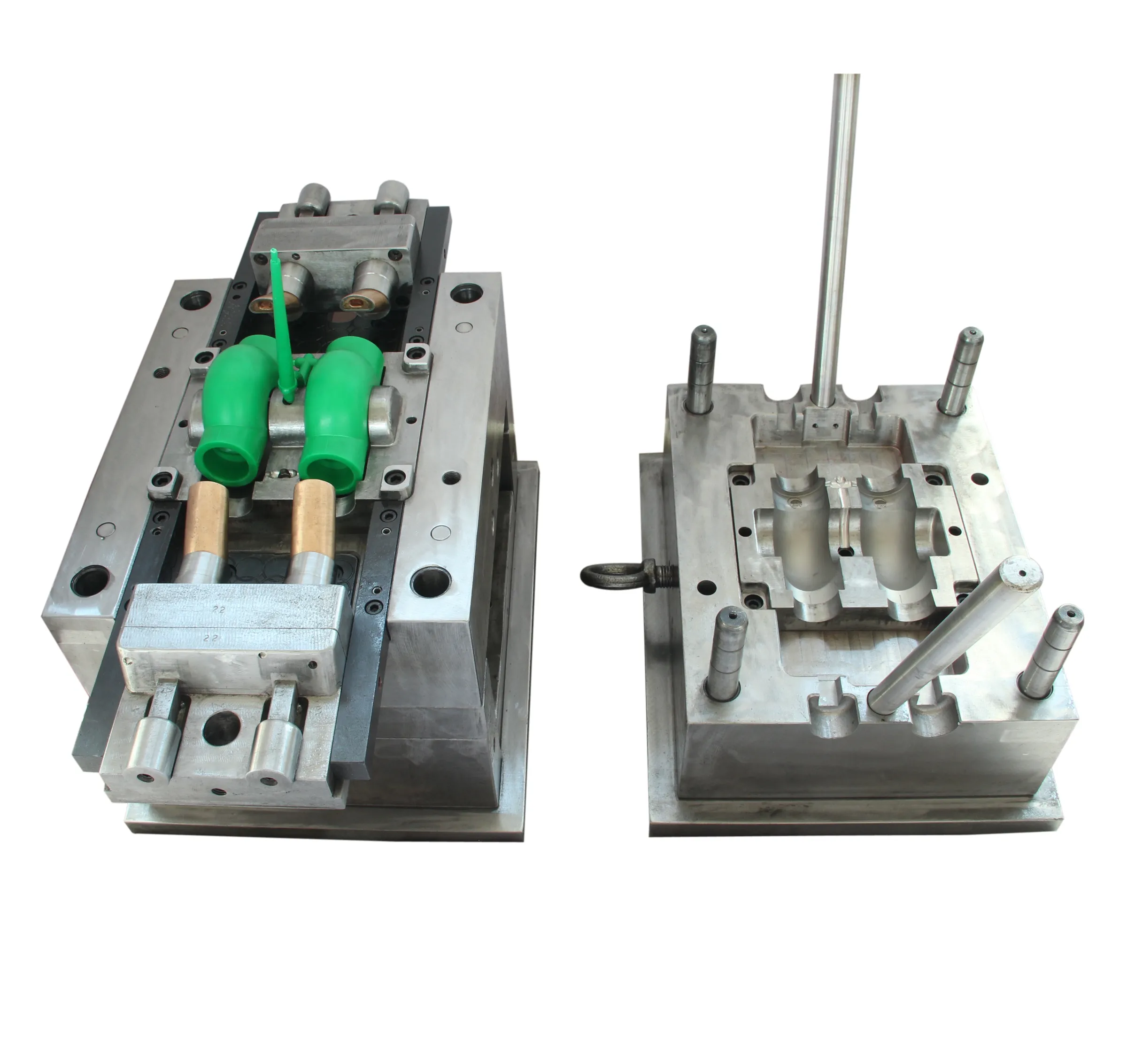
قالب اتصالات لوله 90 درجه UPVC 50 میلی متر
نام قالب:قالب اتصالات لوله 90 درجه UPVC 50 میلی متر
حفره: 4 حفره
اندازه قالب: 50 میلی متر
فولاد قالب: آلمان2316 چین2316 یا 4cr13 برای حفره و هسته
دروازه: دروازه مستقیم
ساختار قالب: پین زاویه و سیلندر روغن
سختی هسته / حفره: HRC 40-45 درجه پس از عملیات حرارتی خلاء
دستگاه قالب گیری تزریقی: 300 T
Taizhou Huangyan Hong Jin mold Co., Ltd در سال 2002 تاسیس شد. ما بیش از 23 سال در طراحی و ساخت قالب اتصالات لوله حرفه ای هستیم.
ما مشتاقانه منتظر همکاری طولانی با شما هستیم.
در زیر اطلاعات اصلی برای مرجع شما آمده است.
مشکلات در مرحله طراحی قالب پی وی سی
طراحی پیچیده دونده و دروازه
سختی: مذاب پی وی سی ویسکوزیته بالا و سیالیت ضعیفی دارد. برای پرکردن همزمان و یکنواخت تمام قسمت های حفره قالب (به ویژه قسمت های جدار نازک و دیستال)، طراحی کانال جریان (کانال های اصلی و شاخه ای) و دروازه بسیار مهم است.
چالش های خاص:
کانال جریان متعادل: اطمینان حاصل کنید که افت فشار و زمان جریان از نازل ماشین قالبگیری تزریقی تا انتهای هر حفره سازگار است تا از پدیدههای تزریق کوتاه (پر کردن ناکافی) یا نگه داشتن بیش از حد فشار (سرریز، استرس داخلی بالا) جلوگیری شود.
موقعیت و شکل گیت: انتخاب نادرست موقعیت دروازه می تواند باعث ایجاد علائم جوش در ناحیه تحمل فشار ضعیف شود و فشار ترکیدگی اتصالات لوله را به طور جدی تحت تأثیر قرار دهد. اندازه دروازه نیز باید به طور دقیق محاسبه شود. اگر خیلی کوچک باشد، در حین برش مقدار زیادی گرما ایجاد می کند و مستعد تجزیه می شود. اگر بیش از حد بزرگ باشد، خنک کننده کند می شود، چرخه طولانی خواهد بود و برداشتن دروازه دشوار خواهد بود.
خوب مواد سرد و اگزوز: PVC به راحتی خنک می شود و یک چاه مواد سرد موثر باید برای جذب مواد سرد جلو طراحی شود. در عین حال، حفره های پیچیده مستعد گیر افتادن گاز هستند و باید شیارهای اگزوز معقول و کافی تعبیه شود، در غیر این صورت ممکن است مشکلاتی مانند سوختن (تجزیه) و کمبود مواد ایجاد شود.
طراحی حفره و تخمین نرخ انقباض
مشکل: میزان انقباض قالبگیری PVC یک مقدار ثابت نیست و تحت تأثیر عوامل مختلفی مانند درجه رزین، فرمول (مانند محتوای پرکننده)، پارامترهای فرآیند (دما، فشار) و غیره قرار دارد.
چالش خاص: طراحان باید بر اساس تجربه و درک عمیق مواد، نرخ های انقباض متفاوتی را به قسمت های مختلف قالب اختصاص دهند. به عنوان مثال، نرخ انقباض گوشت غلیظ و نازک متفاوت است، و نرخ انقباض در امتداد جهت جریان و جهت عمودی نیز متفاوت است. تخمین نادرست می تواند منجر به انحراف ابعادی در محصول نهایی شود، به ویژه بر اندازه اتصال رزوه و اندازه اتصالات سوکت اتصالات لوله تأثیر بگذارد.
طراحی سیستم خنک کننده
سختی: پی وی سی یک ماده حساس به حرارت است که باید به طور موثر و یکنواخت در داخل قالب خنک شود.
چالش های خاص:
خنک کننده یکنواخت: ساختار لوله نامنظم و ضخامت دیواره ناهموار منجر به نرخ های خنک کننده متناقض می شود. قطعات با خنک کننده کند بیشتر منقبض می شوند و در نتیجه علائم انقباض، تغییر شکل تاب خوردگی و استرس داخلی ایجاد می شود.
Waterway layout: It is necessary to arrange cooling waterways as close and balanced as possible to the surface of the mold cavity in complex mold frames and cores, which is a huge test of processing capability. خنک سازی ناهموار مستقیماً منجر به طولانی شدن چرخه تولید و کاهش بازده محصول می شود.
طراحی سیستم قالب گیری
سختی: اتصالات پی وی سی معمولا دارای رزوه های داخلی، سگک های معکوس یا ساختارهای دنده ای پیچیده هستند.
چالش های خاص:
مکانیسم کشش هسته: بلوکهای کشویی پیچیده، قسمتهای شیبدار و سایر مکانیسمهای کشش هسته باید برای دستیابی به قالبگیری طراحی شوند. طراحی این موسسات باید دقیق، قابل اعتماد، روان در حرکت، بدون تداخل و دارای استحکام کافی و مقاومت در برابر سایش باشد.
بالانس بالا: چیدمان پین بالایی باید اطمینان حاصل کند که اتصالات لوله به طور هموار و همزمان به بیرون رانده می شوند. هر گونه عدم تعادل می تواند باعث سفید شدن، تغییر شکل یا حتی شکستگی محصول شود.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
واتساپ
ایمیل
ویچت







 واتساپ
واتساپ تلفن
تلفن