
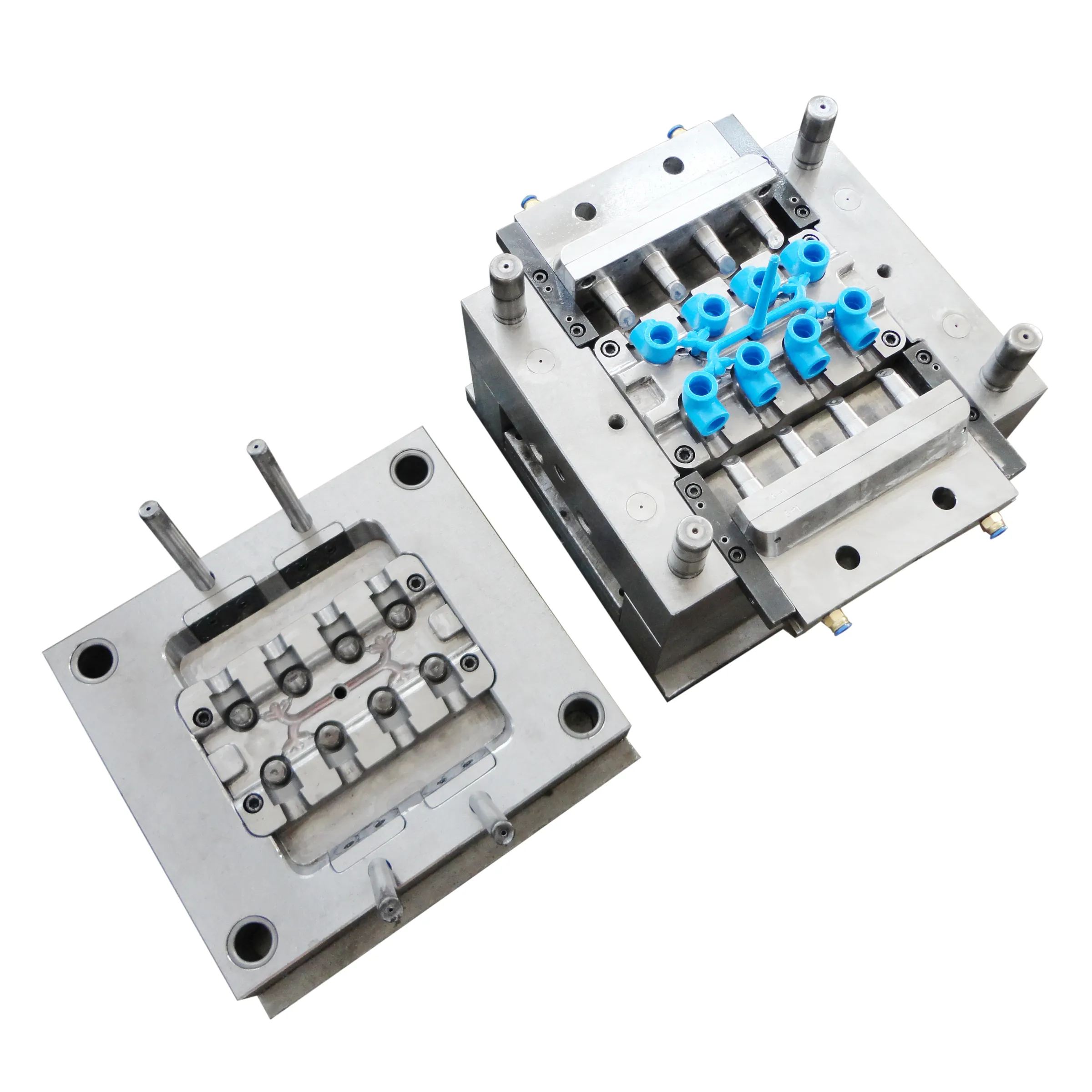
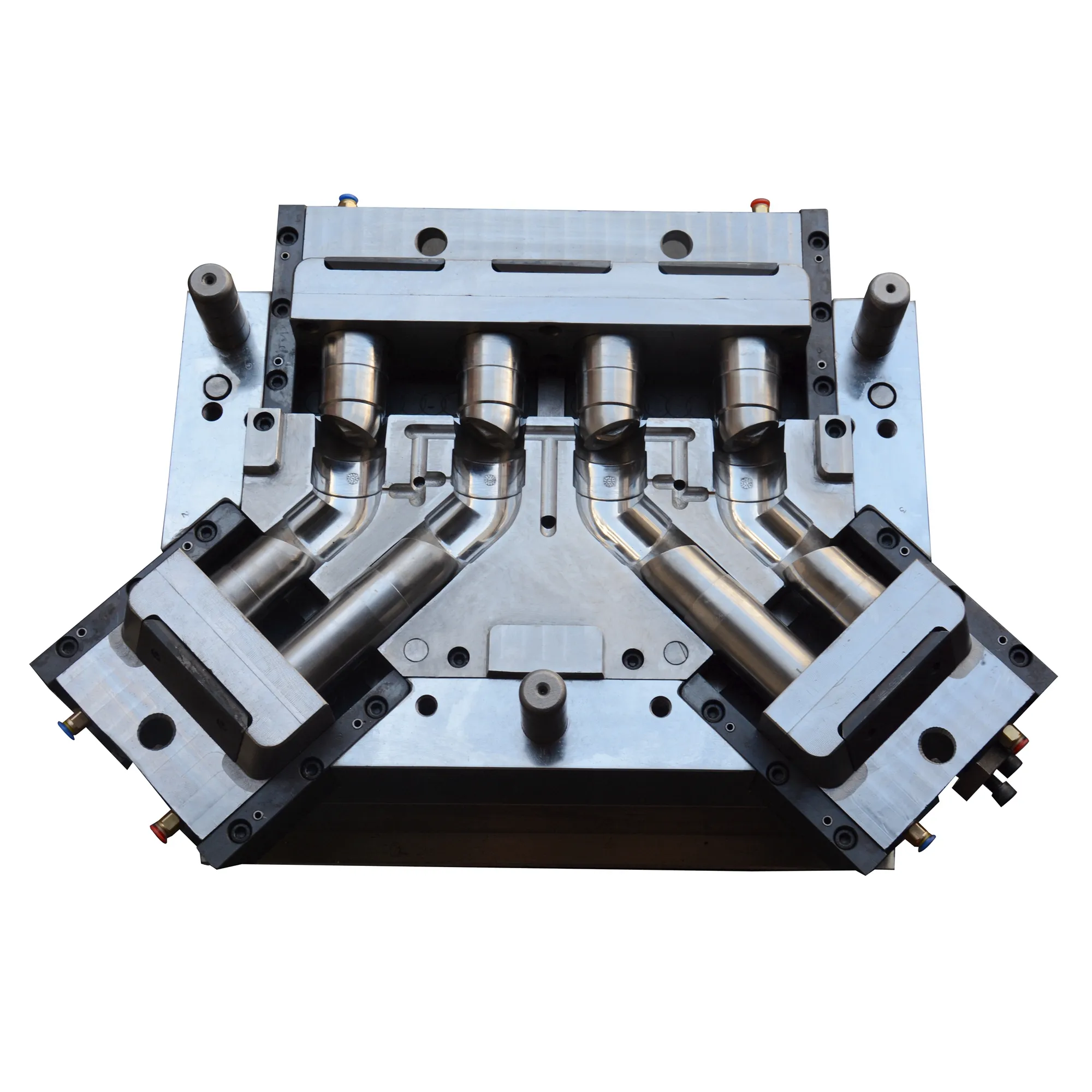
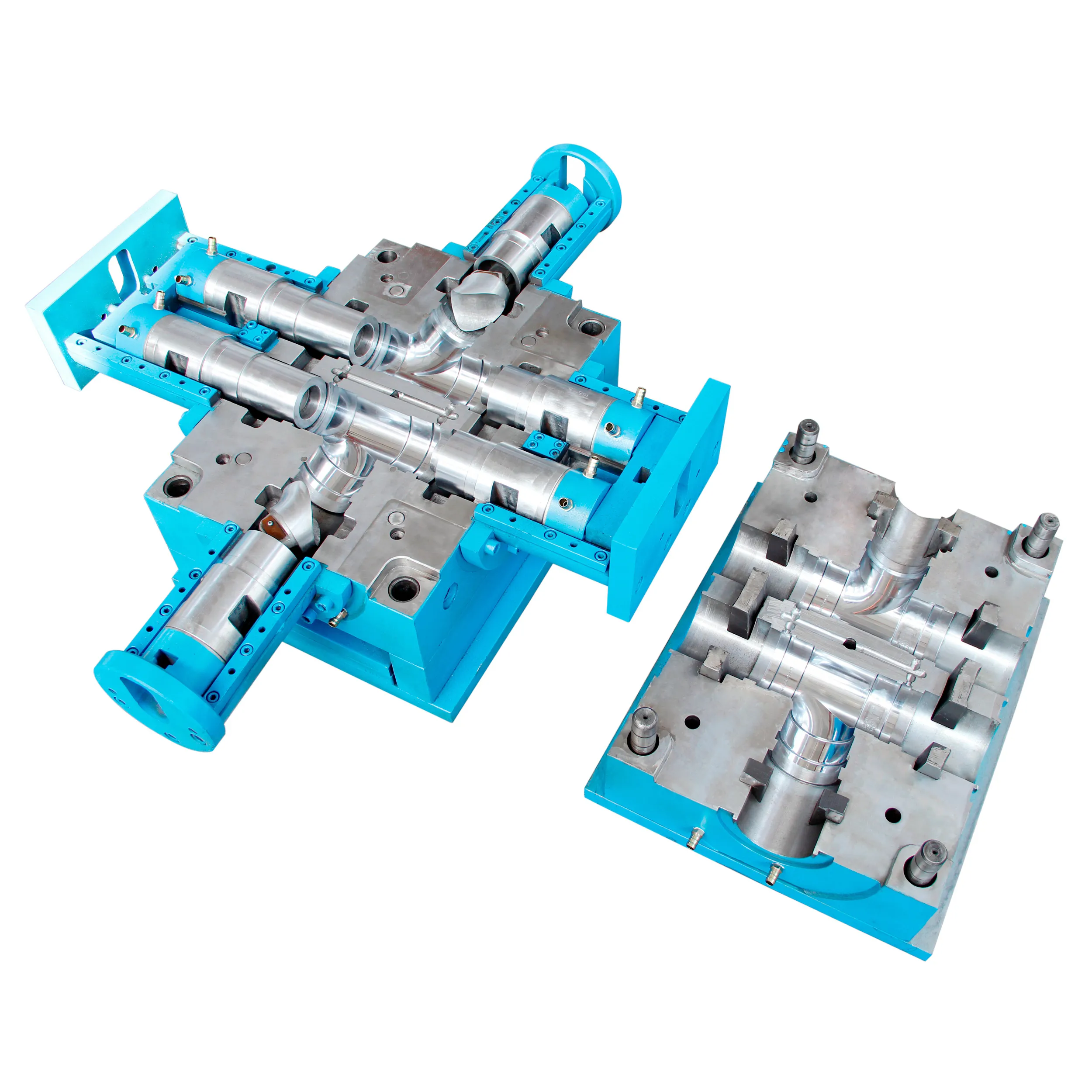
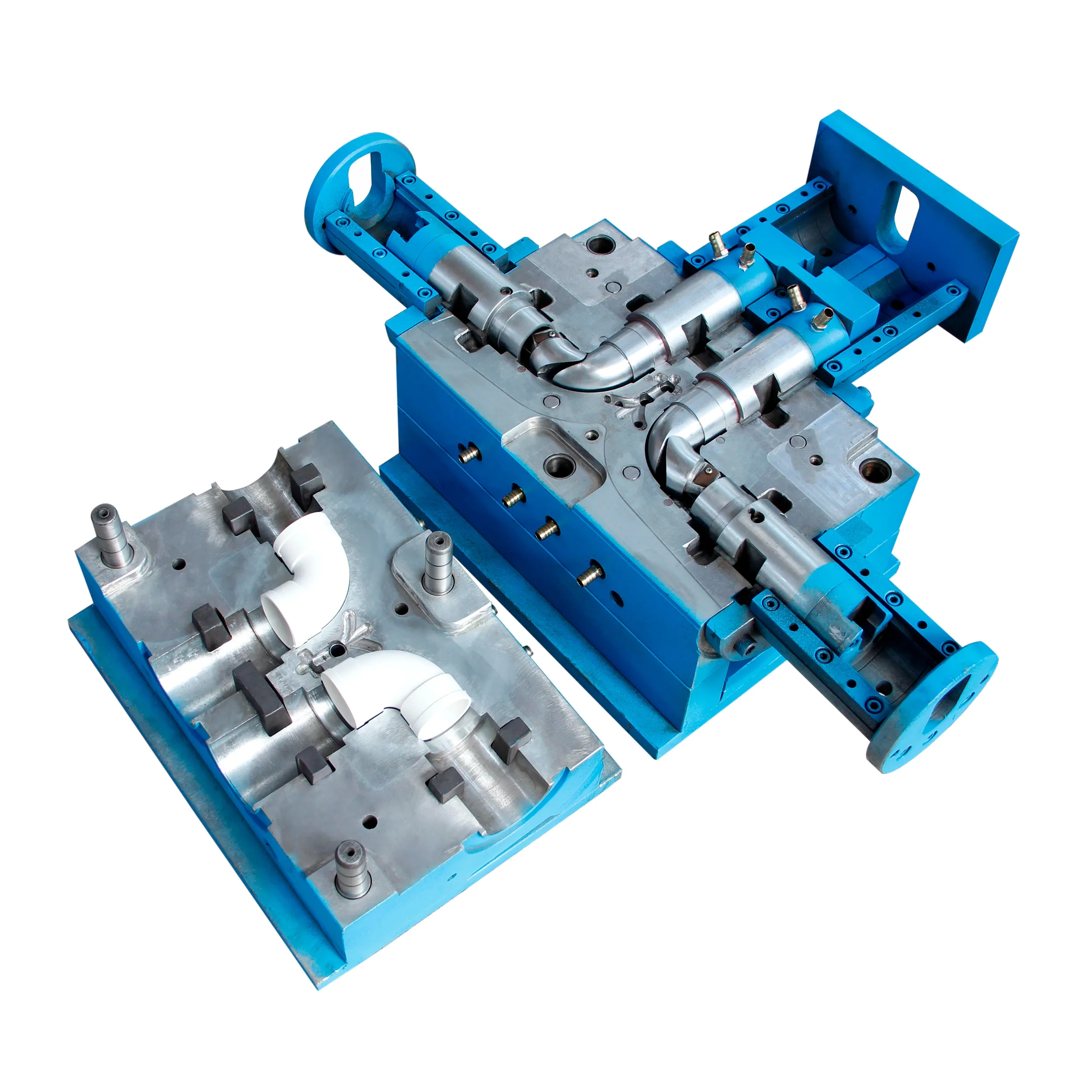
قالب اتصال لوله پی وی سی زانویی تزریق 90 درجه
نام قالب:قالب اتصال لوله پی وی سی زانویی تزریق 90 درجه
حفره: 8 حفره
اندازه قالب: 40-50 میلی متر
فولاد قالب: آلمان2316 چین2316 یا 4cr13 برای حفره و هسته
دروازه: دروازه مستقیم
ساختار قالب: پین زاویه ای
سختی هسته / حفره: HRC 40-45 درجه پس از عملیات حرارتی خلاء
دستگاه قالب گیری تزریقی: 250-320 T
مشکل تزریق پی وی سی و راه حل
1. کمبود مواد: این پدیده که قالب را نمی توان پر کرد اغلب در فرآیند اتصالات لوله تزریق رخ می دهد. هنگامی که دستگاه قالب گیری تزریقی تازه شروع به کار کرد، به دلیل دمای قالب بسیار کم است، از دست دادن حرارت مواد مذاب PVC بزرگ است، تولید انجماد اولیه آسان است، مقاومت حفره قالب بزرگ است و مواد را نمی توان با حفره قالب پر کرد. این پدیده بسیار طبیعی است، اما همچنین موقتی است، پس از تزریق مداوم مدل دیجیتال به طور خودکار ناپدید می شود. اگر قالب را نمی توان همیشه پر کرد، شرایط زیر را در نظر بگیرید و تنظیمات مناسب را انجام دهید:
1: دمای مواد تزریق کم و سیالیت ضعیف است، بنابراین دمای گرمایش را می توان به طور مناسب افزایش داد تا پلاستیک و سیالیت مواد را بهبود بخشد.
2: تنظیم چرخه قالب گیری تزریق کوتاه است، یا مواد کافی نیست، می تواند برای افزایش زمان تزریق و افزایش مقدار سل مناسب باشد.
3: اگر فشار تنظیم شده خیلی کم باشد یا زمان تبدیل از فشار تزریق به فشار نگهدارنده خیلی زود باشد، می توان فشار تزریق را به طور مناسب افزایش داد یا زمان تبدیل از فشار نگهدارنده را تنظیم کرد.
4: سرعت تزریق کم است، سرعت تزریق را می توان به طور مناسب افزایش داد.
5: اندازه ساختار سیستم کانال جریان کوچک است، می تواند برای افزایش حجم کانال اصلی، کانال شنت یا دروازه بزرگتر باشد.
6: اگزوز قالب خوب نیست، می تواند برای تغییر موقعیت دروازه یا باز کردن شیار اگزوز مناسب باشد.
7: قالب پرکننده دیواره نازک دشوار است، می تواند ساختار محصول را تنظیم کند یا سیستم دروازه را تغییر دهد.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
واتساپ
ایمیل
ویچت






 واتساپ
واتساپ تلفن
تلفن